权利要求
1.一种铜冶炼中间物料的蒸汽干燥系统,其特征在于,包括:破拱器、双螺旋加料机、桨叶干燥机、刮板提升机、混合搅拌机、挤压造粒机、布料机、带式干燥机、喷淋塔,其中,
所述破拱器位于所述双螺旋加料机的上方,所述破拱器的出料端与所述双螺旋加料机的进料端连通,所述破拱器用于避免铜冶炼中间物料结拱堆积;
所述双螺旋加料机位于所述破拱器的下方,所述双螺旋加料机的出料端与所述桨叶干燥机的进料端连通;
所述桨叶干燥机包括主轴和与桨叶,内通蒸汽,所述桨叶干燥机的出料端位于所述刮板提升机的上方,与所述刮板提升机的进料端连通,所述刮板提升机的刮板链条呈40°-65°倾角设置;
所述刮板提升机的出料端与所述混合搅拌机的进料端连通;
所述混合搅拌机位于所述挤压造粒机的上方,所述混合搅拌机的出料端与所述挤压造粒机的进料端连通;
所述挤压造粒机位于所述布料机的上方,所述挤压造粒机的出料端与所述布料机的进料端连通;
所述布料机的出料端与所述带式干燥机的进料端连通;
所述带式干燥机为蒸汽加热,包括至少4个干燥单元,每个干燥单元具有网带,每个所述干燥单元均配有热风循环风机和蒸汽换热器,循环热风及新风进入所述干燥单元自下而上穿过所述网带及所述网带上的物料,形成左右交叉循环,排湿口设置在所述带式干燥机的侧面,湿气从所述排湿口排出;
所述带式干燥机的出料端下方设置料斗;
所述桨叶干燥机和所述带式干燥机的顶部均设有排气口,所述排气口与第一排烟管道的一端连通,所述喷淋塔的进气口位于底部,所述第一排烟管道的另一端连接所述喷淋塔的进气口,所述喷淋塔的顶部连通第二排烟管道的一端,所述第二排烟管道的另一端连接排烟风机。
2.根据权利要求1所述的铜冶炼中间物料的蒸汽干燥系统,其特征在于,所述排烟风机的入口处安装有蝶阀,用于控制排烟量大小。
3.根据权利要求1所述的铜冶炼中间物料的蒸汽干燥系统,其特征在于,所述桨叶干燥机的桨叶为双轴、楔形空心式桨叶。
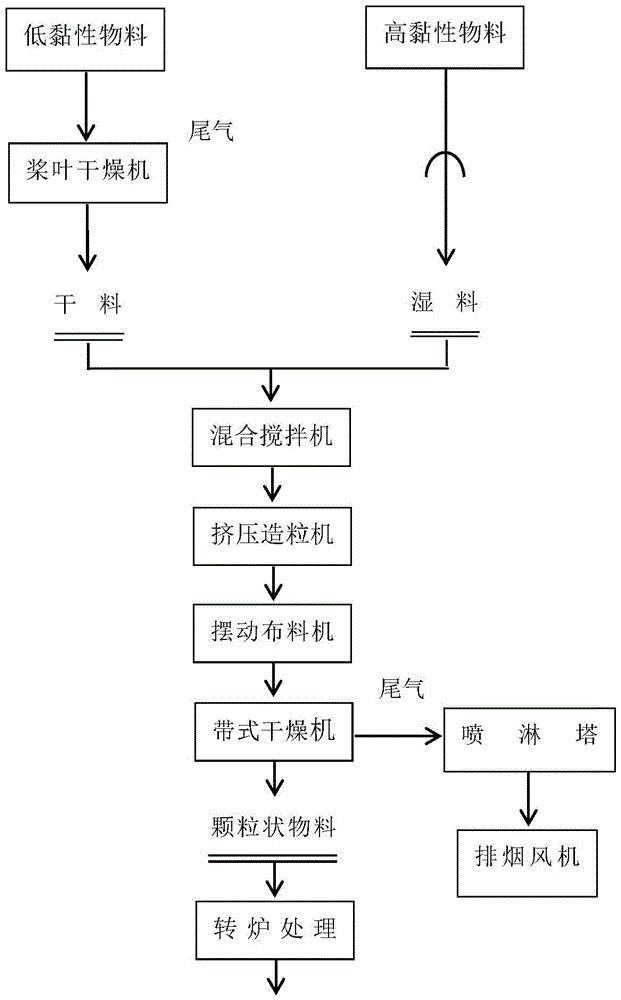
4.一种铜冶炼中间物料的蒸汽干燥方法,其特征在于,应用所述权利要求1至3所述的铜冶炼中间物料的蒸汽干燥系统,铜冶炼中间物料包括高黏性物料和低黏性物料,其中,所述高黏性物料为在干燥温度110℃~120℃下,粘结在桨叶干燥机主轴和叶片上的湿法渣,所述低黏性物料为干燥温度110℃~120℃下,不粘结在桨叶干燥机主轴和叶片上的湿法渣,所述蒸汽干燥方法包括:
所述低黏性物料进入料仓用破拱器,所述破拱器将所述低黏性物料打散后,进入所述破拱器下方的双螺旋加料机,所述双螺旋加料机对打散后的所述低黏性物料进行送料,进入所述桨叶干燥机;
所述打散后的所述低黏性物料在所述桨叶干燥机内进行干燥处理,通入蒸汽压力控制在0.8MPa以内,使用温度小于180℃,所述低黏性物料经所述桨叶干燥机干燥处理后变为粉末状干料,水分降低至10%以下;
所述桨叶干燥机出料端产出的粉末状干料下落至所述刮板提升机的刮板上,由所述刮板提升机将所述粉末状干料由下而上带入至混合搅拌机内;
所述混合搅拌机内加入所述粉末状干料和所述高黏性物料,所述粉末状干料和所述高黏性物料的质量比为4:1,混合均匀后混合物料水分为20%~25%;
将所述混合物料加入到所述挤压造粒机内,形成长条状颗粒物料,所述长条状颗粒物料直径为10mm,长度为20mm~40mm,所述长条状颗粒物料下落至所述布料机的送料皮带上,通过所述布料机的送料皮带,所述长条状颗粒物料进入所述带式干燥机的网带上,经所述带式干燥机的干燥,所述长条状颗粒物料的水分降低至8%以下,然后落入所述带式干燥机的出料端下方的料斗内。
5.根据权利要求4所述的铜冶炼中间物料的蒸汽干燥方法,其特征在于,还包括:物料干燥尾气从所述桨叶干燥机和所述带式干燥机的顶部排气口进入所述第一排烟管道,所述排烟管道的尾气经过所述喷淋塔,尾气中的尘粒受离心力作用而被分离,抛向所述喷淋塔的筒体内壁,被所述筒体内壁流动的水膜层所吸附,流到底部经排尘口卸出,从所述喷淋塔的筒体顶部出来的尾气进入所述第二排烟管道后,通向所述排烟风机。
说明书
技术领域
[0001]本发明涉及铜冶炼中间物料脱水技术领域,更具体地,涉及一种铜冶炼中间物料的蒸汽干燥系统及方法。
背景技术
[0002]铜冶炼工序复杂,产出的中间物料多是元素富集、反应性能较差的在制品,例如黑铜泥、铜滤饼、洗净残渣等。从提高铜及微量有价元素回收率,提高企业生产效益角度出发,要求尽可能实现中间物料回炉处理。
[0003]然而,中间物料含水高,成分复杂,故回炉前需经过干燥处理。现有技术的中间物料通过配撒方式加入铜精矿中,经预干燥工序后,回闪速炉火法处理。但是,中间物料含氟氯等杂质元素,进入闪速熔炼时,容易对蒸汽干燥机盘管、闪速炉锅炉系统产生严重腐蚀,同时对闪速炉炉况的稳定性造成较大影响。为此,将中间物料(即湿法渣)进行干燥后,直投转炉,不进入闪速炉从而降低其影响,是目前铜冶炼行业需探索的一条湿法渣火法处理新思路。
[0004]现有技术1(公告号CN201593014U,申请日:2009.12.8)公开了一种污泥造粒与干化装置,包括污泥仓、添加剂仓、添加剂提升机、空心桨叶干燥机、压球机、带式干燥机、返料提升机、煤斗、尾气处理装置,螺杆泵和添加剂提升机分别把污泥和添加剂分别输入空心桨叶干燥机进行混合并预干化至含水率60-50%,然后在重力作用下进入地位的工作面加热型压球机压制成30-40mm的颗粒,然后在重力作用下进入更低位的带式干燥机进行深度干化,干化得到含水率小于20%、直径20-30mm的污泥颗粒产物在重力作用下进入煤斗供焚烧使用,系统中产生的造粒与干化尾气汇集后送入尾气处理装置做无害化处理。该现有技术1处理的物质与本发明不同,另外未公开破拱器、混合搅拌机、布料机等设备,而且未对低黏性物料和高黏性物料进行区分处理。
发明内容
[0005]有鉴于此,本发明提供了一种铜冶炼中间物料的蒸汽干燥系统及方法,对于铜冶炼中间物料(即湿法渣)根据黏性不同分别处理后进行干燥,直投转炉,不进入闪速炉从而降低其影响,
[0006]一方面,本发明公开了一种铜冶炼中间物料的蒸汽干燥系统,包括:破拱器、双螺旋加料机、桨叶干燥机、刮板提升机、混合搅拌机、挤压造粒机、布料机、带式干燥机、喷淋塔,其中,
[0007]所述破拱器位于所述双螺旋加料机的上方,所述破拱器的出料端与所述双螺旋加料机的进料端连通,所述破拱器用于避免铜冶炼中间物料结拱堆积;
[0008]所述双螺旋加料机位于所述破拱器的下方,所述双螺旋加料机的出料端与所述桨叶干燥机的进料端连通;
[0009]所述桨叶干燥机包括主轴和与桨叶,内通蒸汽,所述桨叶干燥机的出料端位于所述刮板提升机的上方,与所述刮板提升机的进料端连通,所述刮板提升机的刮板链条呈40°-65°倾角设置;
[0010]所述刮板提升机的出料端与所述混合搅拌机的进料端连通;
[0011]所述混合搅拌机位于所述挤压造粒机的上方,所述混合搅拌机的出料端与所述挤压造粒机的进料端连通;
[0012]所述挤压造粒机位于所述布料机的上方,所述挤压造粒机的出料端与所述布料机的进料端连通;
[0013]所述布料机的出料端与所述带式干燥机的进料端连通;
[0014]所述带式干燥机为蒸汽加热,包括至少4个干燥单元,每个干燥单元具有网带,每个所述干燥单元均配有热风循环风机和蒸汽换热器,循环热风及新风进入所述干燥单元自下而上穿过所述网带及所述网带上的物料,形成左右交叉循环,排湿口设置在所述带式干燥机的侧面,湿气从所述排湿口排出;
[0015]所述带式干燥机的出料端下方设置料斗;
[0016]所述桨叶干燥机和所述带式干燥机的顶部均设有排气口,所述排气口与第一排烟管道的一端连通,所述喷淋塔的进气口位于底部,所述第一排烟管道的另一端连接所述喷淋塔的进气口,所述喷淋塔的顶部连通第二排烟管道的一端,所述第二排烟管道的另一端连接排烟风机。
[0017]可选的,所述排烟风机的入口处安装有蝶阀,用于控制排烟量大小。
[0018]可选的,所述桨叶干燥机的桨叶为双轴、楔形空心式桨叶。
[0019]另一方面,本发明公开了一种铜冶炼中间物料的蒸汽干燥方法,应用上述蒸汽干燥系统,铜冶炼中间物料包括高黏性物料和低黏性物料,其中,所述高黏性物料为在干燥温度110℃~120℃下,粘结在桨叶干燥机主轴和叶片上的湿法渣,所述低黏性物料为干燥温度110℃~120℃下,不粘结在桨叶干燥机主轴和叶片上的湿法渣,所述蒸汽干燥方法包括:
[0020]所述低黏性物料进入料仓用破拱器,所述破拱器将所述低黏性物料打散后,进入所述破拱器下方的双螺旋加料机,所述双螺旋加料机对打散后的所述低黏性物料进行送料,进入所述桨叶干燥机;
[0021]所述打散后的所述低黏性物料在所述桨叶干燥机内进行干燥处理,通入蒸汽压力控制在0.8MPa以内,使用温度小于180℃,所述低黏性物料经所述桨叶干燥机干燥处理后变为粉末状干料,水分降低至10%以下;
[0022]所述桨叶干燥机出料端产出的粉末状干料下落至所述刮板提升机的刮板上,由所述刮板提升机将所述粉末状干料由下而上带入至混合搅拌机内;
[0023]所述混合搅拌机内加入所述粉末状干料和所述高黏性物料,所述粉末状干料和所述高黏性物料的质量比为4:1,混合均匀后混合物料水分为20%~25%;
[0024]将所述混合物料加入到所述挤压造粒机内,形成长条状颗粒物料,所述长条状颗粒物料直径为10mm,长度为20mm~40mm,所述长条状颗粒物料下落至所述布料机的送料皮带上,通过所述布料机的送料皮带,所述长条状颗粒物料进入所述带式干燥机的网带上,经所述带式干燥机的干燥,所述长条状颗粒物料的水分降低至8%以下,然后落入所述带式干燥机的出料端下方的料斗内。
[0025]可选的,还包括:物料干燥尾气从所述桨叶干燥机和所述带式干燥机的顶部排气口进入所述第一排烟管道,所述排烟管道的尾气经过所述喷淋塔,尾气中的尘粒受离心力作用而被分离,抛向所述喷淋塔的筒体内壁,被所述筒体内壁流动的水膜层所吸附,流到底部经排尘口卸出,从所述喷淋塔的筒体顶部出来的尾气进入所述第二排烟管道后,通向所述排烟风机。
[0026]与现有技术相比,本发明提供的铜冶炼中间物料的蒸汽干燥及方法,至少实现了如下的有益效果:
[0027]本发明将铜冶炼中间物料经过湿法制粒蒸汽干燥方法,得到颗粒状物料,最终直投转炉处理,不再经干燥窑、蒸汽干燥机干燥和闪速炉回炉处理,从而改善干燥窑、蒸汽干燥机和闪速炉反应状况,有效缓解蒸汽干燥机盘管粘结、腐蚀等情况,提升换热效率,有效延长干燥窑、蒸汽干燥机和闪速炉锅炉管的使用寿命,提高关键核心设备设施的运行稳定性。
[0028]当然,实施本发明的任一产品必不特定需要同时达到以上所述的所有技术效果。
[0029]通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
[0030]被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
[0031]图1是本发明提供的铜冶炼中间物料的蒸汽干燥系统结构示意图;
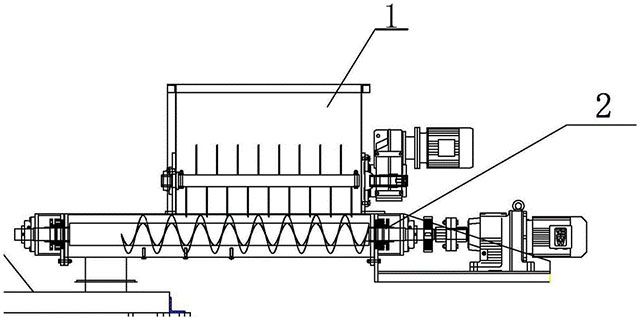
[0032]图2是破拱器和双螺旋加料机的结构示意图;
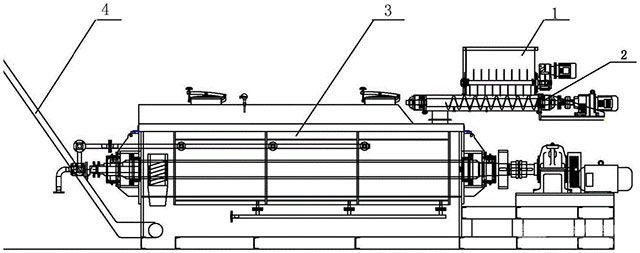
[0033]图3是破拱器、双螺旋加料机和桨叶干燥机的结构示意图;
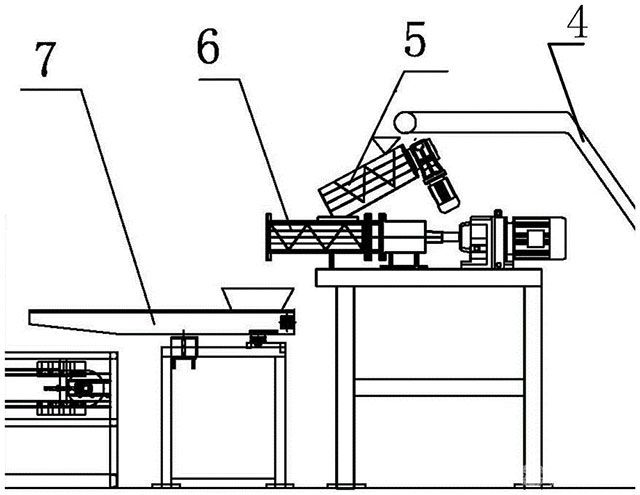
[0034]图4是混合搅拌机、挤压造粒机和布料机的结构示意图;
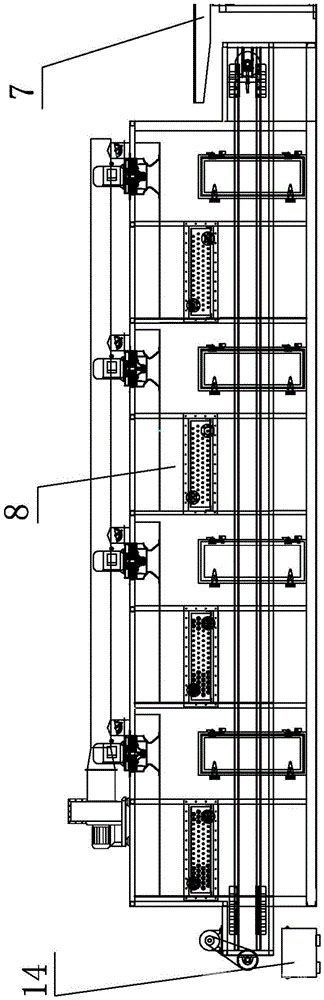
[0035]图5是布料机和带式干燥机的结构示意图;
[0036]图6是喷淋塔的结构示意图;
[0037]图7是本发明提供的一种铜冶炼中间物料的蒸汽干燥方法流程图。
具体实施方式
[0038]现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
[0039]以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
[0040]对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
[0041]在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
[0042]应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
[0043]实施例1
[0044]结合图1至图6,图1是本发明提供的铜冶炼中间物料的蒸汽干燥系统结构示意图;图2是破拱器和双螺旋加料机的结构示意图;图3是破拱器、双螺旋加料机和桨叶干燥机的结构示意图;图4是混合搅拌机、挤压造粒机和布料机的结构示意图;图5是布料机和带式干燥机的结构示意图;
[0045]图6是喷淋塔的结构示意图。本实施例提供了一种铜冶炼中间物料的蒸汽干燥系统,如图1和图6所示,蒸汽干燥系统包括:破拱器1、双螺旋加料机2、桨叶干燥机3、刮板提升机4、混合搅拌机5、挤压造粒机6、布料机7、带式干燥机8、喷淋塔11。
[0046]破拱器1位于双螺旋加料机2的上方,破拱器1的出料端与双螺旋加料机2的进料端连通,破拱器1用于避免铜冶炼中间物料结拱堆积;
[0047]双螺旋加料机2位于破拱器1的下方,双螺旋加料机2的出料端与桨叶干燥机3的进料端连通;
[0048]桨叶干燥机3包括主轴和与桨叶,内通蒸汽,桨叶干燥机3的出料端位于刮板提升机4的上方,与刮板提升机4的进料端连通,刮板提升机4的刮板链条呈40°-65°倾角设置;
[0049]刮板提升机4的出料端与混合搅拌机5的进料端连通;
[0050]混合搅拌机5位于挤压造粒机6的上方,混合搅拌机5的出料端与挤压造粒机6的进料端连通;
[0051]挤压造粒机6位于布料机7的上方,挤压造粒机6的出料端与布料机7的进料端连通;
[0052]布料机7的出料端与带式干燥机8的进料端连通;
[0053]带式干燥机8为蒸汽加热,包括至少4个干燥单元,每个干燥单元具有网带,每个干燥单元均配有热风循环风机和蒸汽换热器,循环热风及新风进入干燥单元自下而上穿过网带及网带上的物料,形成左右交叉循环,排湿口设置在带式干燥机8的侧面,湿气从排湿口排出;
[0054]带式干燥机8的出料端下方设置料斗14;
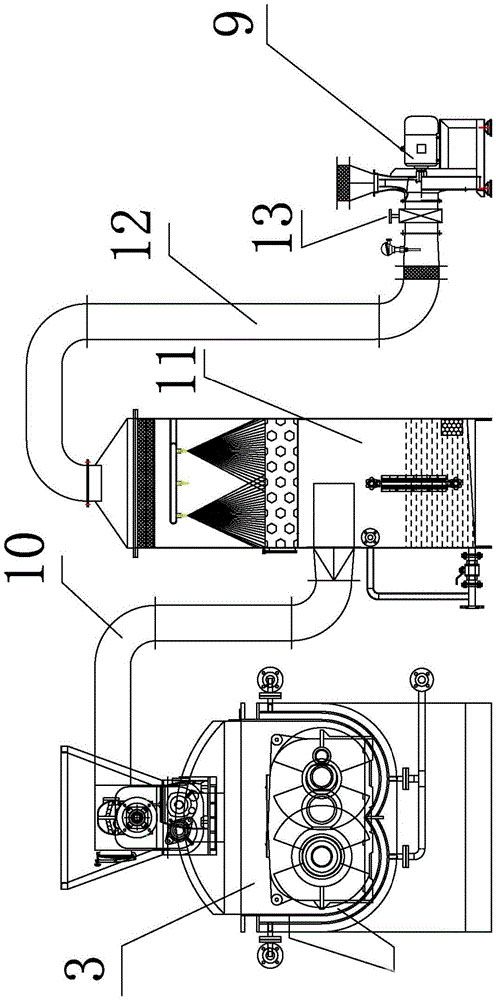
[0055]桨叶干燥机3和带式干燥机8的顶部均设有排气口,排气口与第一排烟管道10的一端连通,喷淋塔11的进气口位于底部,第一排烟管道10的另一端连接喷淋塔11的进气口,喷淋塔11的顶部连通第二排烟管道13的一端,第二排烟管道13的另一端连接排烟风机9。
[0056]具体的,破拱器1是一种用于解决料仓、料斗、管道等设备中物料起拱、堵塞问题的专用装置,通过瞬间释放高压气体或机械振动,破坏物料形成的拱形结构,使物料恢复流动,确保生产过程的连续性和稳定性。本实施例中使用破拱器1避免铜冶炼中间物料结拱堆积。
[0057]本发明中的破拱器1可以为气动型破拱器1,也可以为机械振动型破拱器1,均采用现有技术中的结构,气动型破拱器1利用压缩空气瞬间释放产生冲击力,通过定向喷射气流直接作用于物料堆积区域,破坏物料拱桥结构,如可以采用KQP-B型气动型破拱器1,容积范围50L-300L,工作压力0.4MPa-0.8MPa,冲击力可达1580N-5100N。机械振动型破拱器1通过振动发生器(如辊轴振荡器或电磁激振器)产生机械振动,传递至料仓壁面,使物料松动。
[0058]本发明中的低黏性物料进入料仓用破拱器1后被打散,后经过料仓用破拱器1下方的双螺旋加料机2进入KJG-35型桨叶干燥机3内部进行干燥处理(该干燥处理为中间物料接触式换热阶段)。
[0059]双螺旋加料机2,依靠带有螺旋叶片的动力轴在一封闭的料槽内旋转,先用破拱器1将物料分散,当物料进入下方双螺杆组成的螺槽内时,依靠物料自身的重力和其与螺槽间的摩擦力的作用,存在于螺槽内的物料将不断地随螺杆叶片的旋转而做螺旋运动,在螺杆叶片的推动下物料不断向前移动,实现物料连续输送。双螺旋加料器主要由机体、主轴、传动机构等部分组成,本实施例中的双螺旋加料机2均可采用现有技术中的结构,这里不做具体限定。
[0060]物料由双螺旋加料机2定量地连续送入桨叶干燥机3的进料端。桨叶干燥机3的结构采用现有技术中的结构,其内部一桨叶轴在电机链条的驱动下转动,转动桨叶轴通过齿轮啮合带动另一桨叶轴,物料一边在桨叶带动下向另一端运动,一边经桨叶、壳体加热干燥至出料端。桨叶干燥机3的桨叶可以为双轴、楔形空心式桨叶,内通蒸汽,轴端装有蒸汽导入导出的旋转接头;布置于桨叶干燥机3内的两根桨叶轴有一定交错,内壳制作为“W”型,桨叶与内壳留有一定间隙,内壳与外壳中空形成夹套,轴端装有热介质导入导出的旋转接头,传热介质通过旋转接头流经壳体夹套及空心搅拌轴,空心搅拌轴依据热介质的类型而具有不同的内部结构,以保证最佳的传热效果。本实施例的桨叶干燥机3以蒸汽作为加热介质,加热介质分为两路,分别进入干燥机壳体夹套和桨叶轴内腔,将器身和桨叶轴同时加热,以传导加热的方式对物料进行加热干燥。被干燥的物料由螺旋送料机定量地连续送入干燥机的加料口,物料进入器身后,通过桨叶的转动使物料翻转、搅拌,不断更新加热介面,与器身和桨叶接触,被充分加热,使物料所含的表面水分蒸发。同时,物料随桨叶轴的旋转成螺旋轨迹向出料端方向输送,在输送中继续搅拌,使物料中渗出的水分继续蒸发。最后,干燥均匀的合格产品由出料端排出。本实施例中的桨叶干燥机3为KJG-35型。
[0061]本实施例中物料经桨叶干燥后,中间物料形态变为粉末状物料(即粉末状干料),水分由60%降低至10%以下,此时的中间物料(即低黏性物料)转为干料。
[0062]桨叶干燥机3出料端产出的物料下落至刮板提升机4的刮板上。刮板提升机4的结构采用现有技术中的刮板提升机4的结构,主要由封闭的壳体、刮板链条、驱动装置、张紧装置、头轮、尾轮等部件组成。其中,刮板链条是核心部件,由刮板和链条组成,负责推动物料移动;头轮和尾轮则用于支撑和引导刮板链条的运行;驱动装置提供动力,使刮板链条循环运动;张紧装置则用于调整刮板链条的松紧度,确保设备正常运行。
[0063]刮板提升机4的刮板链条呈40°-65°倾角设置,可以理解的是,若刮板链条的倾斜角度过小,那么刮板提升机4就需要较大的空间才能够设置在混合搅拌机5上方的进料端,若刮板链条的倾斜角度过大,虽然能够减小刮板提升机4占用的空间,但是位于刮板链条上的物料容易在传递过程中滑落。本实施例中,刮板链条呈40°-65°倾角设置,即不会增加刮板提升机4占用的空间,也不会引起物料在传递过程中滑落。
[0064]由刮板提升机4将物料由下而上带入至混合搅拌机5内,本实施例的混合搅拌机5采用现有技术中的结构,混合搅拌机5由桶体、机架、搅拌轴、轴封、搅拌器、传动装置及装料容器等部分组成,搅拌器是核心部件,搅拌器有桨叶式搅拌器、涡轮式搅拌器等,这里不做具体限定。
[0065]本发明实施例中,是将粉末状干料与高黏性物料进行混合,混合时,粉末状物料(干料)和高黏性物料(湿料)按质量比4:1加入到混合搅拌机5的桶体内,当然若粉末状物料(干料)和高黏性物料(湿料)的质量比过低,则高粘稀物料较多,则不利于搅拌均匀,且容易高黏性物料对搅拌轴造成粘连,影响搅拌,若粉末状物料(干料)和高黏性物料(湿料)的质量比过高,则粉末状物料(干料)过多,高黏性物料就会过少,又不利于铜冶炼中间物料的消耗,本实施例中,粉末状物料(干料)和高黏性物料(湿料)按质量比4:1混合,即不会因为高黏性物料较多而影响搅拌,还能够消耗铜冶炼中间物料的高黏性物料。
[0066]干料和湿料混合后得到混合物料,混合物料的水分在20%-25%之间,将混合物料加入到挤压造粒机6中,进行造粒。
[0067]挤压造粒机6,通过机械挤压实现湿法造粒,通过反向旋转辊轴施加高压,促使物料粒子键合重组形成颗粒。工作原理是:物料进入设备后,排除粉粒间空气使粒子重新排列,消除空隙;在高压作用下粒子间产生分子亲和力,被挤压成圆柱状;最后通过旋转切刀截成所需短圆柱颗粒。部分机型可省去烘干工序,直接处理石墨粉等物料完成挤压成型。本实施例中的挤压造粒机6采用现有技术中的结构,具体为DJY-180型。混合物料加入到挤压造粒机6加料斗内,通过加料斗底部的加料口进入机腔,在螺杆的旋转作用下被压实、混合并向机头推进,最终通过机头处的出料孔板挤出形成长条状颗粒物料,长条状颗粒尺寸为直径10mm,长度20mm-40mm。
[0068]长条状颗粒物料自然下落至BL-1200型摆动布料机7的送料皮带上。
[0069]长条状颗粒物料落到布料机7的送料皮带上,在皮带输送和摆动电机左右摆动的共同作用下,物料均匀铺设在带式干燥机8进料端的网带上。本实施例中的布料机7采用现有技术中的结构。
[0070]带式干燥机8采用的为现有技术的设备,其内部设置单层传送带(网带),长条状颗粒物料均匀铺放在网带上后单向移动完成干燥。带式干燥机8采用蒸汽加热,箱体内有4个干燥单元,有每个干燥单元配热风循环风机和蒸汽换热器,循环热风及新风从一侧风道进入带机内部然后自下而上穿过网带及网带上的物料,形成左右交叉循环,排湿口设置在带式干燥机8侧部,部分湿气从侧部排出。经带式干燥后,长条状颗粒物料水分由25%降低至8%以下。干燥后的长条状颗粒物料自然下落至带式干燥机8出料端下方料斗14里。
[0071]需要说明的是,桨叶干燥机3和带式干燥机8都会产生废气,此时需要经过喷淋塔11的处理,喷淋塔11通过风机将工业废气引入塔内,废气在塔内与喷淋液逆流接触。喷淋液经喷嘴雾化后形成细小液滴,与废气中的污染物发生传质反应。对于易溶于水的污染物(如部分VOCs),可直接溶解于液滴;对于酸性或碱性气体(如氯化氢、氨气),则通过酸碱中和反应转化为无害盐类。塔内填料层可增加气液接触面积和时间,提升净化效率。处理后的气体经除雾层脱水后达标排放,喷淋液循环使用并定期补充。本实施例的喷淋塔11采用的是现有技术的结构,主体为空心圆筒体,顶部设置液体喷淋器,内部配置多层喷淋装置、填料层及除雾装置。喷淋系统通过管道将喷淋液输送至塔顶喷嘴,填料层采用拉西环、鲍尔环等固体材料增加气液接触面积,除雾器通过波形板或折流板实现气液分离。设备采用二层喷淋、三层过滤设计,雾化上喷工艺延长气液交换时间,确保净化效果。
[0072]可选的,排烟风机9的入口处安装有蝶阀,用于控制排烟量大小。
[0073]物料干燥尾气从桨叶干燥机3和带式干燥机8的顶部排气口进入第一排烟管道10,第一排烟管道10的尾气经过喷淋塔11,由筒体下部顺切向引入,旋转上升,尾气中的尘粒受离心力作用而被分离,抛向筒体内壁,被筒体内壁流动的水膜层所吸附,随水流到底部锥体,经排尘口卸出。从喷淋塔11筒体顶部出来的尾气进入第二排烟管道13后,通向排烟风机9,风机入口处装有手动蝶阀控制排烟量大小,尾气在风机作用下,最后经外部烟囱排出。
[0074]本发明将铜冶炼中间物料的低黏性物料先通过桨叶干燥机3进行干燥处理,再与高黏性物料混合,再依次经过湿法制粒、蒸汽干燥,得到颗粒状物料,最终直投转炉处理,不再经干燥窑、蒸汽干燥机干燥和闪速炉回炉处理,从而改善干燥窑、蒸汽干燥机和闪速炉反应状况,有效缓解蒸汽干燥机盘管粘结、腐蚀等情况,提升换热效率,有效延长干燥窑、蒸汽干燥机和闪速炉锅炉管的使用寿命,提高关键核心设备设施的运行稳定性。
[0075]实施例2
[0076]结合图1至图6、以及参照图7,本实施例提供了一种本发明公开了一种铜冶炼中间物料的蒸汽干燥方法,应用上述蒸汽干燥系统,铜冶炼中间物料包括高黏性物料和低黏性物料,其中,高黏性物料为在干燥温度110℃~120℃下,粘结在桨叶干燥机3主轴和叶片上的湿法渣,低黏性物料为干燥温度110℃~120℃下,不粘结在桨叶干燥机3主轴和叶片上的湿法渣,蒸汽干燥方法包括:
[0077]低黏性物料进入料仓用破拱器1,破拱器1将低黏性物料打散后,进入破拱器1下方的双螺旋加料机2,双螺旋加料机2对打散后的低黏性物料进行送料,进入桨叶干燥机3;
[0078]打散后的低黏性物料在桨叶干燥机3内进行干燥处理,通入蒸汽压力控制在0.8MPa以内,使用温度小于180℃,低黏性物料经桨叶干燥机3干燥处理后变为粉末状干料,水分降低至10%以下;
[0079]桨叶干燥机3出料端产出的粉末状干料下落至刮板提升机4的刮板上,由刮板提升机4将粉末状干料由下而上带入至混合搅拌机5内;
[0080]混合搅拌机5内加入粉末状干料和高黏性物料,粉末状干料和高黏性物料的质量比为4:1,混合均匀后混合物料水分为20%~25%;
[0081]将混合物料加入到挤压造粒机内,形成长条状颗粒物料,长条状颗粒物料直径为10mm,长度为20mm~40mm,长条状颗粒物料下落至布料机7的送料皮带上,通过布料机7的送料皮带,长条状颗粒物料进入带式干燥机8的网带上,经带式干燥机8的干燥,长条状颗粒物料的水分降低至8%以下,然后落入带式干燥机8的出料端下方的料斗14内。
[0082]具体的,根据不同的物料特性,铜冶炼中间物料(湿法渣)可分为高黏性物料和低黏性物料。在干燥温度110℃-120℃下,容易粘结在桨叶干燥机3主轴和叶片上的湿法渣为高黏性物料;不粘结在桨叶干燥机3主轴和叶片上的湿法渣为低黏性物料。
[0083]低黏性物料进入所述料仓用破拱器1被打散,后经过料仓用破拱器1下方的双螺旋加料机2进入KJG-35型桨叶干燥机3内部进行干燥处理(中间物料接触式换热阶段)。干燥处理过程具体为:物料由双螺旋加料机2定量地连续送入桨叶干燥机3的进料口,桨叶干燥机3内部一桨叶轴在电机链条的驱动下转动,转动桨叶轴通过齿轮啮合带动另一桨叶轴,物料一边在桨叶带动下向另一端运动,一边经桨叶、壳体加热干燥至出料端。桨叶干燥机3的桨叶,为双轴、楔形空心式桨叶,内通蒸汽,轴端装有蒸汽导入导出的旋转接头;布置于桨叶干燥机3内的两根桨叶轴有一定交错,内壳制作为“W”型,桨叶与内壳留有一定间隙,内壳与外壳中空形成夹套,通入蒸汽对物料加热;通入蒸汽压力控制在0.8MPa以内,设备使用温度小于180℃。物料经桨叶干燥后,中间物料形态变为粉末状干料,水分由60%降低至10%以下。
[0084]桨叶干燥机3出料端产出的粉末状干料下落至刮板提升机4刮板上,然后,刮板提升机4将粉末状物料由下而上带入至顶端的混合搅拌机5内。粉末状干料和高黏性物料(湿料)按质量比4:1加入到混合搅拌机5桶体内,干湿料混合均匀后,混合物料水分在20%-25%,加入到挤压造粒机6(DJY-180型)加料斗内,通过加料斗底部的加料口进入机腔,在螺杆的旋转作用下被压实、混合并向机头推进,最终通过机头处的出料孔板挤出形成长条状颗粒物料,长条状颗粒尺寸为直径10mm,长度20mm-40mm。长条状颗粒物料自然下落至BL-1200型摆动布料机7的送料皮带上,在皮带输送和摆动电机左右摆动的共同作用下,物料均匀铺设在带式干燥机8进料端的网带上。
[0085]带式干燥机8(DW-1.5x8网带式干燥机8)内部设置单层传送带(网带),长条状颗粒物料均匀铺放在网带上后单向移动完成干燥。带式干燥机8采用蒸汽加热,箱体内有4个干燥单元,有每个干燥单元配热风循环风机和蒸汽换热器,循环热风及新风从一侧风道进入带机内部然后自下而上穿过网带及网带上的物料,形成左右交叉循环,排湿口设置在带式干燥机8侧部,部分湿气从侧部排出。经带式干燥后,长条状颗粒物料水分由25%降低至8%以下。干燥后的长条状颗粒物料自然下落至带式干燥机8出料端下方料斗14里。
[0086]可选的,还包括:物料干燥尾气从桨叶干燥机3和带式干燥机8的顶部排气口进入第一排烟管道10,排烟管道的尾气经过喷淋塔11,尾气中的尘粒受离心力作用而被分离,抛向喷淋塔11的筒体内壁,被筒体内壁流动的水膜层所吸附,流到底部经排尘口卸出,从喷淋塔11的筒体顶部出来的尾气进入第二排烟管道13后,通向排烟风机9。
[0087]物料干燥尾气从桨叶干燥机3和带式干燥机8的顶部排气口进入排烟管道,排烟管道的尾气经过喷淋塔11,由筒体下部顺切向引入,旋转上升,尾气中的尘粒受离心力作用而被分离,抛向筒体内壁,被筒体内壁流动的水膜层所吸附,随水流到底部锥体,经排尘口卸出。从喷淋塔11筒体顶部出来的尾气进入排烟管道后,通向排烟风机9,风机入口处装有手动蝶阀控制排烟量大小,尾气在风机作用下,最后经外部烟囱排出。
[0088]使用本发明对铜冶炼中间物料(湿法渣)蒸汽干燥作业时,首先将低黏性中间物料经过桨叶干燥机3进行接触式换热干燥,干燥出粉末状中间物料,作为干料;高黏性中间物料作为湿料,干料与湿料通过螺旋输送机同时进入混合搅拌机5进行混合;混合后的物料通过刮板提升机4提升至螺杆挤压造粒机6进行造粒,制作出直径为8mm-10mm的长条状颗粒物料;造粒后的长条状颗粒物料,通过摆动布料机7均匀铺设至带式干燥机8网带上;网带式干燥机8采用蒸汽加热内部空气,每个干燥单元配热风循环风机。循环热风及新风从一侧风道进入带机内部然后自下而上穿过网带即网带上的物料,形成左右交叉循环,排湿口设置在带机侧部,部分湿气从侧部排出,产出尾气和含水8%以下的长条状颗粒物料,桨叶干燥机3和网带式干燥机8产生的尾气经过收集传输至喷淋塔11处理,经排烟风机9排出,干燥后的长条状物料进入料斗14收集,由叉车转运至转炉进行火法处理。
[0089]本发明将铜冶炼中间物料的低黏性物料先通过桨叶干燥机3进行干燥处理,再与高黏性物料混合,再依次经过湿法制粒、蒸汽干燥,得到颗粒状物料,最终直投转炉处理,不再经干燥窑、蒸汽干燥机干燥和闪速炉回炉处理,从而改善干燥窑、蒸汽干燥机和闪速炉反应状况,有效缓解蒸汽干燥机盘管粘结、腐蚀等情况,提升换热效率,有效延长干燥窑、蒸汽干燥机和闪速炉锅炉管的使用寿命,提高关键核心设备设施的运行稳定性。
[0090]虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
说明书附图(7)